Прес-форми для лиття пластмас: види, елементи, етапи виробництва.

Прес-форми для лиття пластмас: види, елементи, етапи виробництва. Зусилля змикання для литтєвий прес-форми може складати від десятків до тисяч тонн; час циклу лиття може тривати всього 5-6 секунд. Крім того, існують різні технології складного лиття (багатокомпонентне, лиття з газом, складання у формі тощо).
Кожен рік спостерігається істотний приріст термопластавтоматів. На один термопластавтомат потрібно як мінімум одна прес-форма. Кількість прес-форм на один термопластавтомат варіюється в залежності від асортименту випускаємої підприємством продукції і виробничих планів компанії. Як показує практика, на один термопластавтомат припадає в середньому від двох до п'яти прес-форм, причому тенденція до збільшення кількості використовуваних підприємством прес-форм з року в рік стає все більш явною. Подібна ситуація пов'язана з прагненням виробників пластикових виробів підвищити свою конкурентоспроможність на ринку в тому числі щодо імпортної продукції шляхом розширення товарного асортименту, застосування у виробах оригінального дизайну, кольору, структури.
Тому підприємства потребують певному наборі прес-форм, які відрізняються між собою конструктивною складністю індивідуальні за своїм змістом для кожного конкретного випадку.
Конструкторсько-технологічна підготовка виробництва
Початковий етап виробництва прес-форми включає підготовка ескізів виробу (ескізна графіка), побудова 3D моделі, фотореалистическую візуалізацію.
Проектування прес-форми включає в себе конструкторську проробку моделі і поділ складальної моделі на окремі конструктивні елементи.
Підготовка кожного конкретного елемента, оформлення лінії роз'єму деталі а також шиберів, знаків, вставок і місцевості прес-форми. Особливе значення має литниковая система.
Уникнути або максимально зменшити викривлення, розлучення, слитины і інші дефекти можна використовуючи комп'ютерне моделювання процесу заповнення форми. Також при цьому можна контролювати розподіл температури розплаву, швидкості потоку та інші параметри.
На першому етапі виробництва прес-форми всі існуючі ідеї, креслення переносяться на комп'ютер, на якому за допомогою певних програм здійснюється проектування прес-форм.
При проектуванні прес-форм застосовуються CAD/CAM системи, автоматизованого, наскрізного проектування. Система проектування прес-форм Mold-Works для SolidWorks призначена для автоматизації праці конструктора і виконання завдань автоматизованої компонування прес-форм. Перевірка прес-форми на «проливаемость" проводитися на комп'ютері за допомогою Mold - flow аналізу. Провідними постачальниками програмного забезпечення для комп'ютерів у галузі проектування та виготовлення прес-форм, штампів - є компанії Unigraphics, ProEngineer, Cimatron.
Перший етап надзвичайно важливий для визначення необхідного обсягу робіт на другому етапі виготовлення прес-форми, так як визначається необхідний набір стандартних і спеціальних виробів, необхідних для виготовлення прес-форми.
Виготовлення прес-форми
Другий етап виробництва прес-форми включає конструювання (замовлення стандартних частин, обробка заготовок, виготовлення спеціальних елементів прес-форми), прототипування, і безпосередньо складання прес-форми.
Конструктивні елементи спеціальних деталей прес-форми.
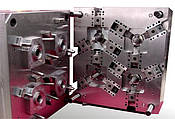
Прес-форма складається з великої кількості частин, які повинні сполучатися між собою.
Деталі прес-форм поділяють на нормалізовані і спеціальні. Конструкція нормалізованих деталей прес-форми може бути встановлена заздалегідь, незалежно від конструктивних особливостей відливались виробів у прес-формі.
Будь-яка прес-форма на 50-95% складається з стандартних по номенклатурі і вагою деталей (нормалий). Ці деталі за ціною становлять від 10 до 60% від її повної вартості. Коливання відсотків залежать як від конструкції прес-форми, геометрії виливки і вимог інструментального виробництва, так і від рівня підготовленості конструктора (конструкторської компанії) прес-форми, його бажання і можливості застосувати відповідні стандартні елементи. Рішення однієї і тієї ж технічної задачі при проектуванні прес-форми практично завжди конструктивно інваріантні по гнездности, за литниковой системи, по системі виштовхування і т. д.
До нормалізованим деталей прес-форм відносять: Верхні і нижні плити прес-форми; Прості плити, механічно оброблені з усіх боків, підходящі для виготовлення пуансонів, матриць і формотворчих плит, потребують великий обсяг вибірки; Деталі для прес-форм - Направляючі втулки і колонки, Центрующие елементи, Фіксатори, Вставки в т. ч. з календарями, пружини тощо); Штовхачі та елементи для вилучення деталей з форми - Елементи витягання з форми, Хвостовики подвійного ходу, Штовхачі від О1мм х 200мм, Трубчасті штовхачі з товщиною стінки від 0,75 мм Щілинні від 0,8 мм. Підшипники, шестерні; Литниковая система, гарячеканальна технологія - Ливникові втулки, горячеканальние інжектори (сопла), в т. ч. інжектори багатоточкового уприскування, Горячеканальние колектори, фільтри; Техніка автоматичного управління - Тени, роз'єми, прилади та датчики контролю, переносні вимірювальні прилади; Система охолодження - Штуцера в т. ч. з нерж. стали, муфти, спіральні вставки для пуансонів, прокладки, шланги; Інструменти і додаткове обладнання, хімія - Спеціальні інструменти, мастильні матеріали, конічні свердла, графіт для електродів, готові вставки з графіту.
У світі діють компанії, що спеціалізуються на виробництві нормалізованих елементів. Як правило, набір таких деталей представлений в каталогах цих компаній, причому ціна на них заздалегідь визначена. Ступінь з готовності від 10 до 100%. Найбільш відомими у світі компаніями, що випускають стандартні деталі є Hasco Hasenclever GmbH (Німеччина), DME Company* (США), EOC Normalien (Німеччина), Strack Norma GmbH (Німеччина), Ewikon Heisskanalsysteme (Німеччина), Mold-Masters Europa GmbH (Канада), Diemould Service Co. Ltd (DMS) (Великобританія) і ін
Крім того, існують компанії сопрягающие виробництво прес-форм з виробництвом снандартных елементів прес-форм. Найбільш відомі серед цих компаній: Schottli AG Mould Technology (Швейцарія), Mold & Hotrunner Technology AG (MHT) (Німеччина), StackTeck (Канада), Husky (Канада).
До спеціальних деталей прес-форм відносять вставні матриці, пуансони, гладкі знаки, різьбові знаки, кільця і т. п. Найбільш відповідальними деталями прес-форми, з точки зору виникають у них напружень, є завантажувальні камери, вставні матриці і обойми прес-форми.
Виробництвом спеиальных деталей займається спеціалізоване інструментальне виробництво, як правило, компанія, в якій безпосередньо заказыватся прес-форма.
Матриця - найбільш трудомістка деталь прес-форми. Оформляють гнізда прес-форми мають точно відповідати конфігурації відливались пластмасових виробів. Пуансони застосовують для оформлення зовнішнього або внутрішнього контуру отливаемого пластмасового вироби в прес-формі. Гладкі знаки застосовують для оформлення отворів в відливались вироби з пластмаси. Гладкі знаки можуть бути одночасно виштовхувачами. Різьбові знаки і кільця призначені для оформлення, відповідно, внутрішньої та зовнішньої різьби в відливались вироби з пластмаси. Виштовхувачі призначені для видалення пластмасового вироби з оформляє гнізда прес-форми.
Таким чином, прес-форма має наступну структуру: пакет плит, систему центрування; систему харчування (литниковая система); систему виштовхування; систему охолодження; систему формотворчих деталей. Крім системи формотворчих всі інші деталі можуть бути стандартними або можуть доврабатываться із стандартних детелей, що поставляються як заготовки.
Зараз широко використовується система швидкого виготовлення прес-форм і дослідних партій виробів за технологією TAFA. У конструкцію прес-форм закладаються уніфіковані елементи, виконані за каталогами. Це дозволяє виробникам прес-форм, зосередитися на обробці формотворчих прес-форми, знизити трудомісткість робіт та скоротити терміни виготовлення прес-форм. Виробництво в даному випадку поділяється на три паралельних потоки: самостійне виготовлення формотворчих прес-форми, закупівля та доопрацювання нормалей прес-форми, виготовлення оригінальних деталей прес-форми. За рахунок застосування уніфікованих елементів для прес-форми, виготовлених на спеціалізуються в цій області фірмах, вдається підвищити якість і довговічність прес-форм.
Литниковая система прес-форми
Литниковая система прес-форми може бути трьох видів: холодноканальная, гарячеканальна і комбінована. Найбільш простий і дешевий варіант литниковой системи прес-форми – холодноканальная. Для одногнездной прес-форми з ходом розплаву в деталь через центральний літник вона складається тільки з литниковой втулки. Переваги: простота та дешевизна. Недоліки: весь літник йде у відхід (підвищений витрата матеріалу); час циклу залежить від часу охолодження литника, а не від самої деталі; необхідність вручну видаляти літник від виливки, зберігати його і переробляти. Після видалення литника місце впуску, як правило, підлягає додатковій зачистці.
Для підвищення продуктивності ТПА, зменшення відходів і підтримання необхідної температури переробки розплаву застосовують горячеканальние ливникові системи (ГКС). Конструктивно найпростіша ГКС складається лише з одного обігрівається сопла (nozzle) з однією або двома зонами нагрівання, в той час як універсальна ГКС складається з обігрівається колектора (manifold), до якого підходять одне або кілька сопел. Для управління роботою нагрівачів ГКС прес-форми необхідно мати терморегулятор з кількістю зон регулювання, рівним числу термопар в системі.
Виготовлення холодноканальной системи проводиться силами компанії здійснює виробництво спеціальних елементів прес-форми і здійснює складання прес-форми.
Виготовлення горячеканальной системи - дороге заняття, і на даний момент у світі склалася ситуація, коли існують певні компанії, що виробляють горячеканальние елементи і постачають із складальним виробництвам, так як невеликим виробництвам прес-форм нерентабельно мати власні потужності для виробництва горячеканальных систем.
Виробників горячеканальных систем можна умовно підрозділити на три групи компаній: виробники стандартних елементів для прес-форм, зазначені вище; великі виробники прес-форм, мають можливості виробництва і продажу ГКС: Schottli AG Mould Technology (Швейцарія), Mold & Hotrunner Technology AG (MHT) (Німеччина), StackTeck (Канада), Husky (Канада); компанії, що спеціалізуються на виробництві горячеканальных систем і контролерів до них - Incoe International (Німеччина), Guenther HeissKanaltechnik GmbH (Німеччина), THERMOPLAY S. p.A. (Італія), Heitec Heisskanaltechnik (Німеччина), Hotset Gmbh (Німеччина), i-mold GmbH & Co. KG. (Німеччина), Synventive Molding Solutions (США, Нідерланди), Watlow Company (США), Heatlock (Швеція) та ін.
Як правило, виробництво горячеканальных систем на зазначених підприємствах пов'язане з виробництвом термоконтроллеров до них. Також існують компанії, які спеціалізуються на виробництві тільки контролерів для горячеканальных систем. До таких компаній належать: Athena Controls, Inc. (США), PMS Systems Ltd (Великобританія) і ін
Елементи системи охолодження
Цикл лиття більш ніж на 50% складається з часу охолодження виливки. Для створення надійної системи охлажения прес-форми, технологічною у виготовленні і ремонтнопригодной при експлуатації, пропонуються різноманітні стандартні деталі: швидкоз'ємні з'єднання, переливи, фортанирующие трубки, турбулізатори, теплові требки, відводять знаки, ущільнювальні кільця, зглушки і пробки. Підключення сситемы охолодження прес-форми до шлангах джерела хладагена (термостат, охолоджувач, оборотна цехова магістраль) рекомендується проводити швидкознімними сполуками, що складаються з ніпеля і муфти.
Елементи системи охолодження, як правило, присутні в каталогах виробників стандартних деталей для прес-форм. У теж час існують компанії, які спеціалізуються на виробництві елементів систем охолодження.
Обробка прес-форми
Основна частина обробки елементів прес-форми проводиться на фрезерних верстатах з ЧПУ і електроерозійних верстатах.
Технологія обробки передбачає три стадії механічної обробки і три - термообробки:
Відпал - чорнова обробка - нормалізація - напівчистова обробка - гарт - остаточна обробка - хромування. Відпал необхідний будь заготівлі для зняття залишкових напруг; При чорновій обробці знімається основна кількість матеріалу, припуски на робочі поверхні - 0.5-2 мм Нормалізація (відпал) необхідна для зняття основних напруг у заготовці, це зменшує ризик великих повідець при загартуванню. Напівчистова обробка проводиться з припуском 0.3-0.1 мм. В процесі цієї обробки робиться максимально можлива вибірка за некаленому матеріалу і готується поверхню для остаточної чистової обробки. Загартування - це дуже відповідальний момент всієї технології. Якщо не допущені грубі помилки в технології, то загартування не виходить за межі розумного ризику.
Цей етап обробки особливо важливий, так як саме в цей час виконуються всі точні обробки.
Для досягнення необхідної точності обробки часто потрібен спеціальний дорогий інструмент, оправки і пристосування, всі роботи проводяться імпортним високоякісним інструментом. Поліровка, підгонка і складання.
Це робота слюсаря-інструментальника. Для кожної конкретної прес-форми зміст цієї роботи може бути різним, саме тут виявляються і виправляються помилки. Іноді збірка і випробування прес-форми викликає несподівані проблеми, що збільшує терміни виготовлення. Хромування необхідно для отримання високої поверхневої твердості деталей прес-форми, що піддаються підвищеному зносу. Матриця має твердість 44-46 HRc має гарантований ресурс роботи 600-700 тис. циклів. Термін служби хромованою формотворною прес-форми значно вище.
Описані етапи виготовлення прес-форми в загальних рисах розкривають технологію і дозволяють замовнику зіставити ціну роботи і її зміст.
Доведення й випробування прес-форми
На третьому етапі здійснюється доведення прес-форми до виробництва виробу необхідної якості і з заданим часом виробничого циклу. Отримання прес-форми заданої якості – основна мета всіх описаних вище процесів, і якщо прес-форма в робочих умовах не показує заданих результатів, необхідно шукати помилки на перших двох етапах. Від якості виготовлення прес-форми безпосередньо залежить тривалість доведення прес-форми – чим ретельніше виконана робота, чим менший час потрібно на її доведення.
Випробування прес-форми проводиться в умовах, наближених до реальних умов експлуатації прес-форми.
Найважливішою частиною цього процесу є обладнання, на якому здійснюється випробування прес-форм – термопластавтомати – в ідеалі, встановлене для випробування прес-форми устаткування має відповідати обладнання, на якому буде здійснювати виробництво пластикових виробів.
Термін робіт по виробництву прес-форми
Звичайна робота на підприємстві ведеться двома бригадами у дві зміни. Виробничий цикл має наступний розподіл термінів (для прес-форм середньої складності і розмірів): виготовлення конструкторської документації – 7-14 днів; замовлення блоків прес-форми – 7-12 днів; паралельно замовлення стали формотворчих – 5-8 днів; виготовлення формотворчих – 10-20 днів; термообробка формотворчих у спеціальній організації – 3-5 днів; механічна обробка стандартних блоків – 3-5 днів; складання форми – 2-3 дні; разом до перших випробувань – 37-67 днів.
Не кожне підприємство, яке спеціалізується на виготовленні прес-форм і технологічної оснастки, здатна спроектувати і виготовити прес-форму на складне пластмасовий виріб, що відповідає високим вимогам сучасного споживача. При цьому витрати досить значні - необхідні висококваліфікований персонал, час, дорогі матеріали та спеціалізоване обладнання для виробництва прес-форм. Все це в кінцевому підсумку позначається на ціні. Вартість нового інструменту з високоякісної сталі становить від 50 до 500 тис. євро.
Кожен рік спостерігається істотний приріст термопластавтоматів. На один термопластавтомат потрібно як мінімум одна прес-форма. Кількість прес-форм на один термопластавтомат варіюється в залежності від асортименту випускаємої підприємством продукції і виробничих планів компанії. Як показує практика, на один термопластавтомат припадає в середньому від двох до п'яти прес-форм, причому тенденція до збільшення кількості використовуваних підприємством прес-форм з року в рік стає все більш явною. Подібна ситуація пов'язана з прагненням виробників пластикових виробів підвищити свою конкурентоспроможність на ринку в тому числі щодо імпортної продукції шляхом розширення товарного асортименту, застосування у виробах оригінального дизайну, кольору, структури.
Тому підприємства потребують певному наборі прес-форм, які відрізняються між собою конструктивною складністю індивідуальні за своїм змістом для кожного конкретного випадку.
Конструкторсько-технологічна підготовка виробництва
Початковий етап виробництва прес-форми включає підготовка ескізів виробу (ескізна графіка), побудова 3D моделі, фотореалистическую візуалізацію.
Проектування прес-форми включає в себе конструкторську проробку моделі і поділ складальної моделі на окремі конструктивні елементи.
Підготовка кожного конкретного елемента, оформлення лінії роз'єму деталі а також шиберів, знаків, вставок і місцевості прес-форми. Особливе значення має литниковая система.
Уникнути або максимально зменшити викривлення, розлучення, слитины і інші дефекти можна використовуючи комп'ютерне моделювання процесу заповнення форми. Також при цьому можна контролювати розподіл температури розплаву, швидкості потоку та інші параметри.
На першому етапі виробництва прес-форми всі існуючі ідеї, креслення переносяться на комп'ютер, на якому за допомогою певних програм здійснюється проектування прес-форм.
При проектуванні прес-форм застосовуються CAD/CAM системи, автоматизованого, наскрізного проектування. Система проектування прес-форм Mold-Works для SolidWorks призначена для автоматизації праці конструктора і виконання завдань автоматизованої компонування прес-форм. Перевірка прес-форми на «проливаемость" проводитися на комп'ютері за допомогою Mold - flow аналізу. Провідними постачальниками програмного забезпечення для комп'ютерів у галузі проектування та виготовлення прес-форм, штампів - є компанії Unigraphics, ProEngineer, Cimatron.
Перший етап надзвичайно важливий для визначення необхідного обсягу робіт на другому етапі виготовлення прес-форми, так як визначається необхідний набір стандартних і спеціальних виробів, необхідних для виготовлення прес-форми.
Виготовлення прес-форми
Другий етап виробництва прес-форми включає конструювання (замовлення стандартних частин, обробка заготовок, виготовлення спеціальних елементів прес-форми), прототипування, і безпосередньо складання прес-форми.
Конструктивні елементи спеціальних деталей прес-форми.
Прес-форма складається з великої кількості частин, які повинні сполучатися між собою.
Деталі прес-форм поділяють на нормалізовані і спеціальні. Конструкція нормалізованих деталей прес-форми може бути встановлена заздалегідь, незалежно від конструктивних особливостей відливались виробів у прес-формі.
Будь-яка прес-форма на 50-95% складається з стандартних по номенклатурі і вагою деталей (нормалий). Ці деталі за ціною становлять від 10 до 60% від її повної вартості. Коливання відсотків залежать як від конструкції прес-форми, геометрії виливки і вимог інструментального виробництва, так і від рівня підготовленості конструктора (конструкторської компанії) прес-форми, його бажання і можливості застосувати відповідні стандартні елементи. Рішення однієї і тієї ж технічної задачі при проектуванні прес-форми практично завжди конструктивно інваріантні по гнездности, за литниковой системи, по системі виштовхування і т. д.
До нормалізованим деталей прес-форм відносять: Верхні і нижні плити прес-форми; Прості плити, механічно оброблені з усіх боків, підходящі для виготовлення пуансонів, матриць і формотворчих плит, потребують великий обсяг вибірки; Деталі для прес-форм - Направляючі втулки і колонки, Центрующие елементи, Фіксатори, Вставки в т. ч. з календарями, пружини тощо); Штовхачі та елементи для вилучення деталей з форми - Елементи витягання з форми, Хвостовики подвійного ходу, Штовхачі від О1мм х 200мм, Трубчасті штовхачі з товщиною стінки від 0,75 мм Щілинні від 0,8 мм. Підшипники, шестерні; Литниковая система, гарячеканальна технологія - Ливникові втулки, горячеканальние інжектори (сопла), в т. ч. інжектори багатоточкового уприскування, Горячеканальние колектори, фільтри; Техніка автоматичного управління - Тени, роз'єми, прилади та датчики контролю, переносні вимірювальні прилади; Система охолодження - Штуцера в т. ч. з нерж. стали, муфти, спіральні вставки для пуансонів, прокладки, шланги; Інструменти і додаткове обладнання, хімія - Спеціальні інструменти, мастильні матеріали, конічні свердла, графіт для електродів, готові вставки з графіту.
У світі діють компанії, що спеціалізуються на виробництві нормалізованих елементів. Як правило, набір таких деталей представлений в каталогах цих компаній, причому ціна на них заздалегідь визначена. Ступінь з готовності від 10 до 100%. Найбільш відомими у світі компаніями, що випускають стандартні деталі є Hasco Hasenclever GmbH (Німеччина), DME Company* (США), EOC Normalien (Німеччина), Strack Norma GmbH (Німеччина), Ewikon Heisskanalsysteme (Німеччина), Mold-Masters Europa GmbH (Канада), Diemould Service Co. Ltd (DMS) (Великобританія) і ін
Крім того, існують компанії сопрягающие виробництво прес-форм з виробництвом снандартных елементів прес-форм. Найбільш відомі серед цих компаній: Schottli AG Mould Technology (Швейцарія), Mold & Hotrunner Technology AG (MHT) (Німеччина), StackTeck (Канада), Husky (Канада).
До спеціальних деталей прес-форм відносять вставні матриці, пуансони, гладкі знаки, різьбові знаки, кільця і т. п. Найбільш відповідальними деталями прес-форми, з точки зору виникають у них напружень, є завантажувальні камери, вставні матриці і обойми прес-форми.
Виробництвом спеиальных деталей займається спеціалізоване інструментальне виробництво, як правило, компанія, в якій безпосередньо заказыватся прес-форма.
Матриця - найбільш трудомістка деталь прес-форми. Оформляють гнізда прес-форми мають точно відповідати конфігурації відливались пластмасових виробів. Пуансони застосовують для оформлення зовнішнього або внутрішнього контуру отливаемого пластмасового вироби в прес-формі. Гладкі знаки застосовують для оформлення отворів в відливались вироби з пластмаси. Гладкі знаки можуть бути одночасно виштовхувачами. Різьбові знаки і кільця призначені для оформлення, відповідно, внутрішньої та зовнішньої різьби в відливались вироби з пластмаси. Виштовхувачі призначені для видалення пластмасового вироби з оформляє гнізда прес-форми.
Таким чином, прес-форма має наступну структуру: пакет плит, систему центрування; систему харчування (литниковая система); систему виштовхування; систему охолодження; систему формотворчих деталей. Крім системи формотворчих всі інші деталі можуть бути стандартними або можуть доврабатываться із стандартних детелей, що поставляються як заготовки.
Зараз широко використовується система швидкого виготовлення прес-форм і дослідних партій виробів за технологією TAFA. У конструкцію прес-форм закладаються уніфіковані елементи, виконані за каталогами. Це дозволяє виробникам прес-форм, зосередитися на обробці формотворчих прес-форми, знизити трудомісткість робіт та скоротити терміни виготовлення прес-форм. Виробництво в даному випадку поділяється на три паралельних потоки: самостійне виготовлення формотворчих прес-форми, закупівля та доопрацювання нормалей прес-форми, виготовлення оригінальних деталей прес-форми. За рахунок застосування уніфікованих елементів для прес-форми, виготовлених на спеціалізуються в цій області фірмах, вдається підвищити якість і довговічність прес-форм.
Литниковая система прес-форми
Литниковая система прес-форми може бути трьох видів: холодноканальная, гарячеканальна і комбінована. Найбільш простий і дешевий варіант литниковой системи прес-форми – холодноканальная. Для одногнездной прес-форми з ходом розплаву в деталь через центральний літник вона складається тільки з литниковой втулки. Переваги: простота та дешевизна. Недоліки: весь літник йде у відхід (підвищений витрата матеріалу); час циклу залежить від часу охолодження литника, а не від самої деталі; необхідність вручну видаляти літник від виливки, зберігати його і переробляти. Після видалення литника місце впуску, як правило, підлягає додатковій зачистці.
Для підвищення продуктивності ТПА, зменшення відходів і підтримання необхідної температури переробки розплаву застосовують горячеканальние ливникові системи (ГКС). Конструктивно найпростіша ГКС складається лише з одного обігрівається сопла (nozzle) з однією або двома зонами нагрівання, в той час як універсальна ГКС складається з обігрівається колектора (manifold), до якого підходять одне або кілька сопел. Для управління роботою нагрівачів ГКС прес-форми необхідно мати терморегулятор з кількістю зон регулювання, рівним числу термопар в системі.
Виготовлення холодноканальной системи проводиться силами компанії здійснює виробництво спеціальних елементів прес-форми і здійснює складання прес-форми.
Виготовлення горячеканальной системи - дороге заняття, і на даний момент у світі склалася ситуація, коли існують певні компанії, що виробляють горячеканальние елементи і постачають із складальним виробництвам, так як невеликим виробництвам прес-форм нерентабельно мати власні потужності для виробництва горячеканальных систем.
Виробників горячеканальных систем можна умовно підрозділити на три групи компаній: виробники стандартних елементів для прес-форм, зазначені вище; великі виробники прес-форм, мають можливості виробництва і продажу ГКС: Schottli AG Mould Technology (Швейцарія), Mold & Hotrunner Technology AG (MHT) (Німеччина), StackTeck (Канада), Husky (Канада); компанії, що спеціалізуються на виробництві горячеканальных систем і контролерів до них - Incoe International (Німеччина), Guenther HeissKanaltechnik GmbH (Німеччина), THERMOPLAY S. p.A. (Італія), Heitec Heisskanaltechnik (Німеччина), Hotset Gmbh (Німеччина), i-mold GmbH & Co. KG. (Німеччина), Synventive Molding Solutions (США, Нідерланди), Watlow Company (США), Heatlock (Швеція) та ін.
Як правило, виробництво горячеканальных систем на зазначених підприємствах пов'язане з виробництвом термоконтроллеров до них. Також існують компанії, які спеціалізуються на виробництві тільки контролерів для горячеканальных систем. До таких компаній належать: Athena Controls, Inc. (США), PMS Systems Ltd (Великобританія) і ін
Елементи системи охолодження
Цикл лиття більш ніж на 50% складається з часу охолодження виливки. Для створення надійної системи охлажения прес-форми, технологічною у виготовленні і ремонтнопригодной при експлуатації, пропонуються різноманітні стандартні деталі: швидкоз'ємні з'єднання, переливи, фортанирующие трубки, турбулізатори, теплові требки, відводять знаки, ущільнювальні кільця, зглушки і пробки. Підключення сситемы охолодження прес-форми до шлангах джерела хладагена (термостат, охолоджувач, оборотна цехова магістраль) рекомендується проводити швидкознімними сполуками, що складаються з ніпеля і муфти.
Елементи системи охолодження, як правило, присутні в каталогах виробників стандартних деталей для прес-форм. У теж час існують компанії, які спеціалізуються на виробництві елементів систем охолодження.
Обробка прес-форми
Основна частина обробки елементів прес-форми проводиться на фрезерних верстатах з ЧПУ і електроерозійних верстатах.
Технологія обробки передбачає три стадії механічної обробки і три - термообробки:
Відпал - чорнова обробка - нормалізація - напівчистова обробка - гарт - остаточна обробка - хромування. Відпал необхідний будь заготівлі для зняття залишкових напруг; При чорновій обробці знімається основна кількість матеріалу, припуски на робочі поверхні - 0.5-2 мм Нормалізація (відпал) необхідна для зняття основних напруг у заготовці, це зменшує ризик великих повідець при загартуванню. Напівчистова обробка проводиться з припуском 0.3-0.1 мм. В процесі цієї обробки робиться максимально можлива вибірка за некаленому матеріалу і готується поверхню для остаточної чистової обробки. Загартування - це дуже відповідальний момент всієї технології. Якщо не допущені грубі помилки в технології, то загартування не виходить за межі розумного ризику.
Цей етап обробки особливо важливий, так як саме в цей час виконуються всі точні обробки.
Для досягнення необхідної точності обробки часто потрібен спеціальний дорогий інструмент, оправки і пристосування, всі роботи проводяться імпортним високоякісним інструментом. Поліровка, підгонка і складання.
Це робота слюсаря-інструментальника. Для кожної конкретної прес-форми зміст цієї роботи може бути різним, саме тут виявляються і виправляються помилки. Іноді збірка і випробування прес-форми викликає несподівані проблеми, що збільшує терміни виготовлення. Хромування необхідно для отримання високої поверхневої твердості деталей прес-форми, що піддаються підвищеному зносу. Матриця має твердість 44-46 HRc має гарантований ресурс роботи 600-700 тис. циклів. Термін служби хромованою формотворною прес-форми значно вище.
Описані етапи виготовлення прес-форми в загальних рисах розкривають технологію і дозволяють замовнику зіставити ціну роботи і її зміст.
Доведення й випробування прес-форми
На третьому етапі здійснюється доведення прес-форми до виробництва виробу необхідної якості і з заданим часом виробничого циклу. Отримання прес-форми заданої якості – основна мета всіх описаних вище процесів, і якщо прес-форма в робочих умовах не показує заданих результатів, необхідно шукати помилки на перших двох етапах. Від якості виготовлення прес-форми безпосередньо залежить тривалість доведення прес-форми – чим ретельніше виконана робота, чим менший час потрібно на її доведення.
Випробування прес-форми проводиться в умовах, наближених до реальних умов експлуатації прес-форми.
Найважливішою частиною цього процесу є обладнання, на якому здійснюється випробування прес-форм – термопластавтомати – в ідеалі, встановлене для випробування прес-форми устаткування має відповідати обладнання, на якому буде здійснювати виробництво пластикових виробів.
Термін робіт по виробництву прес-форми
Звичайна робота на підприємстві ведеться двома бригадами у дві зміни. Виробничий цикл має наступний розподіл термінів (для прес-форм середньої складності і розмірів): виготовлення конструкторської документації – 7-14 днів; замовлення блоків прес-форми – 7-12 днів; паралельно замовлення стали формотворчих – 5-8 днів; виготовлення формотворчих – 10-20 днів; термообробка формотворчих у спеціальній організації – 3-5 днів; механічна обробка стандартних блоків – 3-5 днів; складання форми – 2-3 дні; разом до перших випробувань – 37-67 днів.
Не кожне підприємство, яке спеціалізується на виготовленні прес-форм і технологічної оснастки, здатна спроектувати і виготовити прес-форму на складне пластмасовий виріб, що відповідає високим вимогам сучасного споживача. При цьому витрати досить значні - необхідні висококваліфікований персонал, час, дорогі матеріали та спеціалізоване обладнання для виробництва прес-форм. Все це в кінцевому підсумку позначається на ціні. Вартість нового інструменту з високоякісної сталі становить від 50 до 500 тис. євро.
Інші статті
- Упаковка для тортів
 Упаковка для тортів, оснастку під яку проектує та виготовляє компанія «Технологічна оснастка», призначена не тільки для транспортування кондитерських виробів на значні відстані, але і тривалого зберігання.Повна версія статті
Упаковка для тортів, оснастку під яку проектує та виготовляє компанія «Технологічна оснастка», призначена не тільки для транспортування кондитерських виробів на значні відстані, але і тривалого зберігання.Повна версія статті